Production Coordination Automation System
Industrial Automation
Production coordination automation system or the level three automation system is responsible for coordinating all different parts of a steelmaking and casting factory based on the daily orders schedule. This system coordinates different production sectors by focusing on to heuristic and metaheuristic planning models to achieve the following goals in a steelmaking and casting workshop.
- Reducing idle time due to the false planning and consequently increasing the number of melts produced in a day
- Maximizing the production line ready to work equipment usage and consequently minimizing some machines halts impact on reducing production
- Selecting production adjacent units and reducing the melt’s transfer time
- Accurate planning of the melt’s transfer route and maintaining the casting sequence
- Accurate planning and reducing the melt-carrier ladle waiting time to enter the casting machine
- It will reduce the erosion of equipment such as furnaces and ladles by reducing the melt-carrier ladle waiting time to enter the casting machine.
- The melting energy heat loss will be reduced through accurate production planning and reducing the melt-carrier ladle waiting time in machines and by reusing the ladles as soon as possible, the energy required for their initial heating will also be reduced.
- Operator errors can be avoided by receiving information automatically from lower-level automation systems in each production unit.
- It is possible to have more accurate and appropriate planning next time and for subsequent predictions to become more realistic by accurately measuring and recording the time and values received during production.
The production coordination system in steelmaking and casting workshop consists of seven main subsystems, and in each subsystem, one section of the production coordination operation is performed.
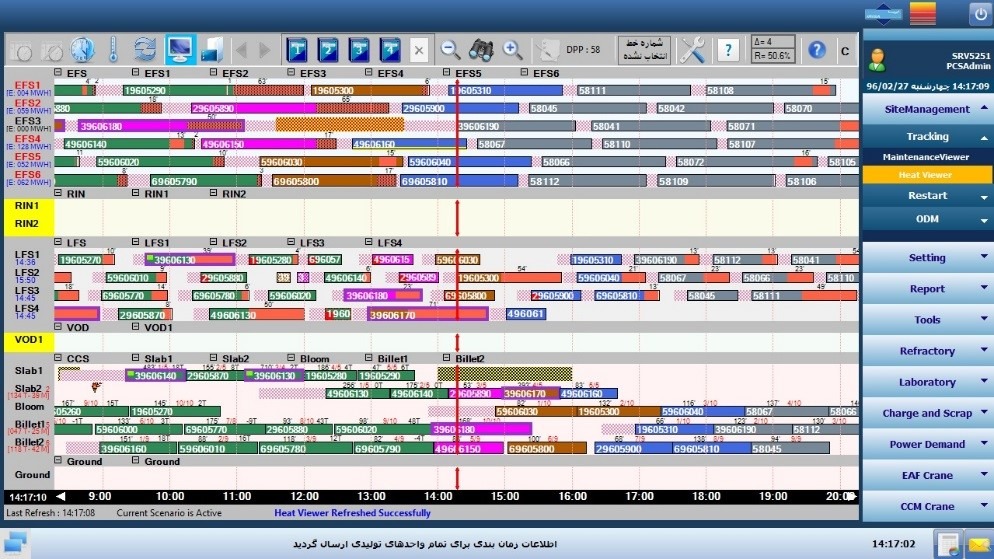
This subsystem is an essential production coordination subsystem in which the main planning is formed. In this subsystem, planning, reprogramming, scheduling, and monitoring of melts being produced are performed based on heuristic and metaheuristic models.
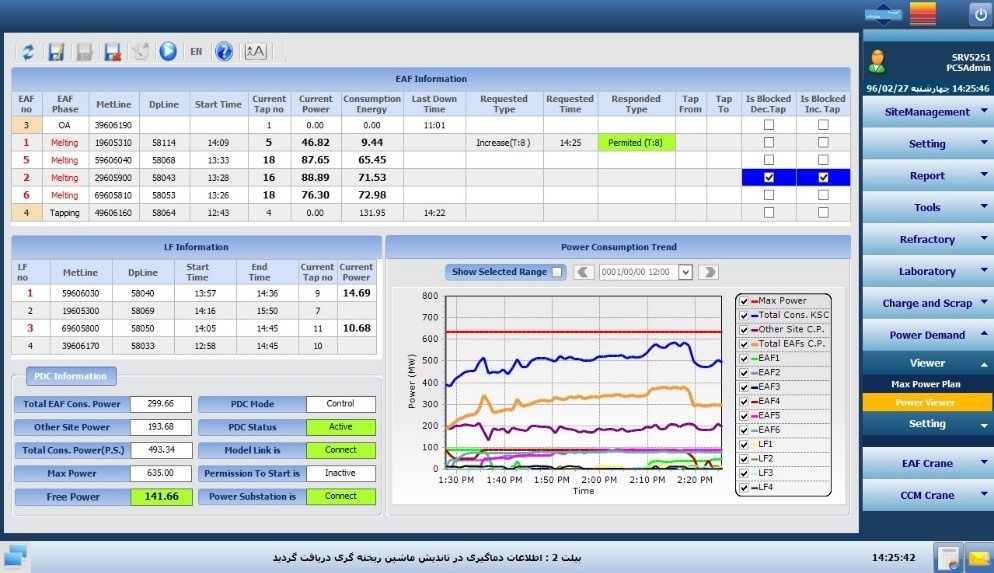
The primary role of this subsystem is to control the demand and electricity consumption of electric furnaces and to prevent excessive energy consumption, which leads to problems such as equipment damage and the imposition of substantial fines by the electricity company.

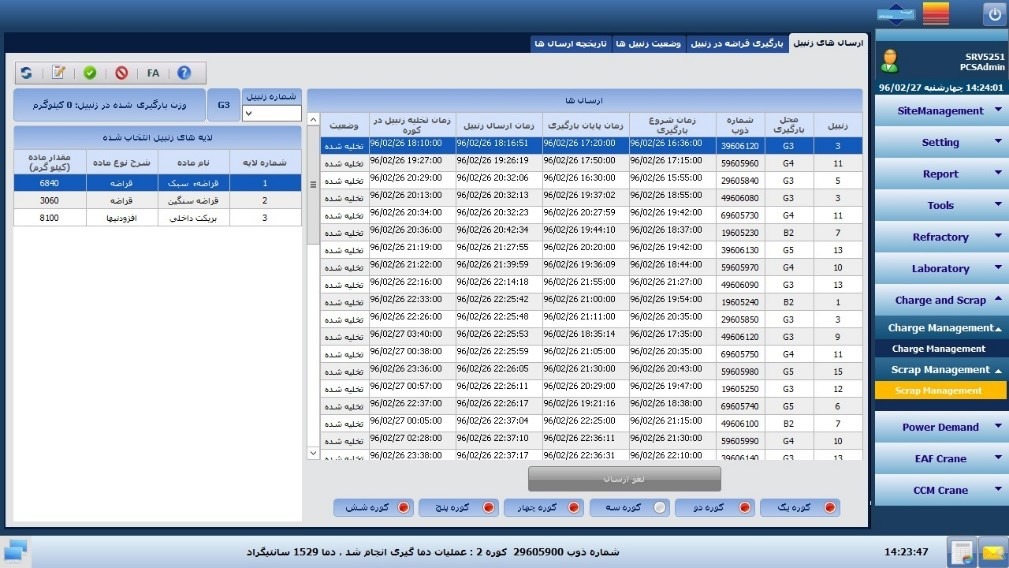
This subsystem monitors the status of all ladles in steelmaking site assigns the ladle to the furnace, selects the appropriate ladle for melting in the furnace, and suggests it to the user by using the available algorithms and considering the required conditions. After the user approves, the system performs the operation of assigning the ladle to the furnace melt.
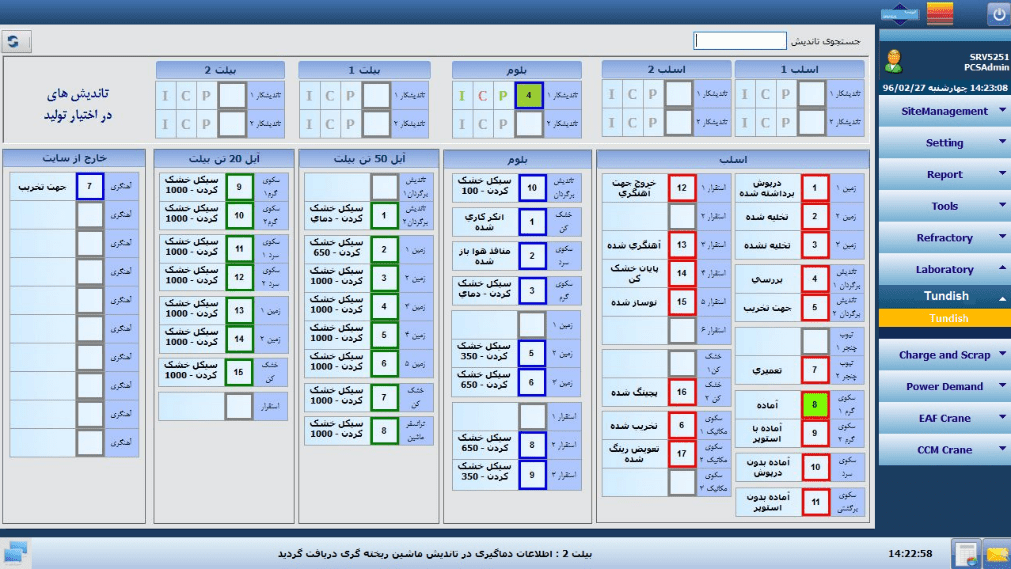
In this subsystem, the status of the tundishes in the casting site is monitored. It also provides the preparations for more detailed examinations, troubleshooting, and finding weaknesses in the use of tundish by displaying complete and practical information and producing the required reports. In this subsystem, the status of the tundishes on the site for the casting section is monitored and controlled.
In this subsystem, all the information of the analysis process of a sample of melt will be clear and visible from the moment of sampling until the analysis is received.
In this subsystem, the process of proposing, selecting, and loading the scrap for various melts in electric arc furnaces is studied and planned. It has improved the scrap charging process and considers unique and optimal conditions according to the Steel Grade melting and the suggested layering type for scrap charging in scrap baskets.
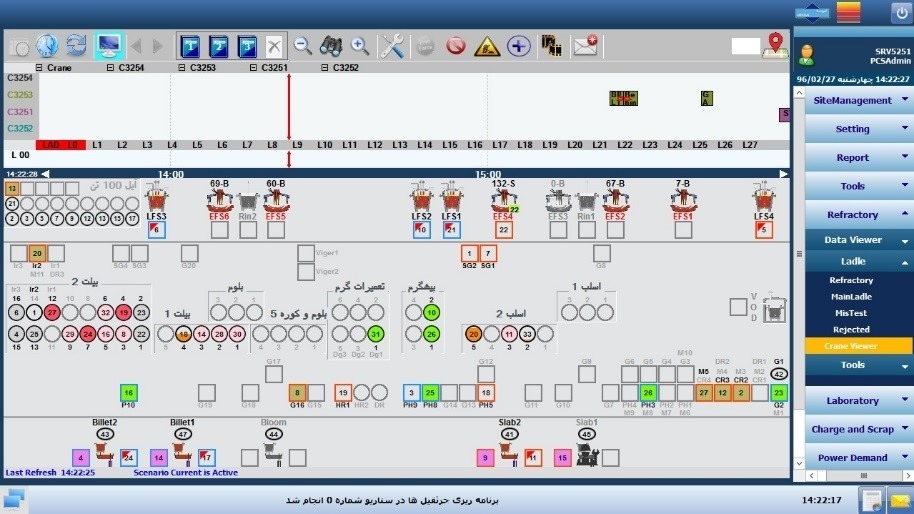
Having the status of existing cranes and specific locations for different activities and using simulation algorithms, simulates the condition and suggests an optimal program to the user in which the order of activities and the time of their performance and performing cranes are identified.
The production coordination automation system of Irisa Co., with more than 20 years of working experience in steelmaking and casting factories, has successfully been operated in Mobarakeh Steel Company since 2008.
Currently, this system is registered in the Vice President Strategic Planning and Supervision Center and is considered as Irisa’s special product. All rights of this system belongs to Irisa Co.
Installed locations:
- Mobarakeh Steel Complex with 8 furnaces, 8 ladle furnaces, 6 secondary metallurgical units, 5 casting machines – 7 million annual production
- Khuzestan Steel Complex with 6 furnaces, 4 ladle furnaces, 3 secondary metallurgical units, 5 casting machines – 2 million annual production
- Hormozgan Steel Complex with 2 furnaces, 2 ladle furnaces, 1 casting machine – 1 million annual production