Electric Arc Furnace Process Automation System
industrial Automation

In addition to collecting data from the site, storing and presenting them in form of applied reports, the electric arc furnace process automation system also controls the production process and cause melting process improvement and quality enhancement of the final product with the help of metallurgical models that predict the melting condition. Relying on more than 20 years of experience in Iran’s largest steel-making factories level-two systems and cooperation with well-known foreign companies in engineering, implementation, installation and maintenence of these systems, IRISA Co. has begun to localize level-two Electric arc furnace process automation systems.
Goals
The level-two electric arc furnace process automation system helps the operator of this production unit tremendously by taking charge of the material and energy in the furnace and using analysis and melting temperature estimation models to optimize the formation of porous slag, reduce air pollution, optimize energy consumption and improve product quality. This system, by relying on metallurgical models and process control system, pursues the following goals:
The level-two electric arc furnace process automation system will be effective in increasing the production of porous slag by using the following strategies:
- Unification of melting method using static profiles and automatic mode
- Complete slag control (achieving target Bazisiteh and target slag analysis) by using dynamic furnace control mode (optional)
- Estimating slag status based on frequency harmonics of phase currents
- Calculating slag flow meters based on the state of harmonics (optional)
- Estimating slag analysis
All of these factors increase production, and for this reason, porous slag is referred to as the steelmaking alphabet.
The level-two system causes the automatic control of smoke suction to be done optimally and effectively by sending the working condition of the furnace in different situations for the level one automation system of smoke suction and the smoke from the furnace operation is removed from the site with optimal suction.
Furnace Energy Consumption Control:
- Accurate adjustment of DRI charge based on energy consumption
- Calculating the amount of energy needed to charge the next basket or start charging DRI
- Estimating the melting temperature at any given time and helping detection of energy consumption procedure
- Reducing energy consumption because of the excellent and suitable slag
Melting Quality Improvement:
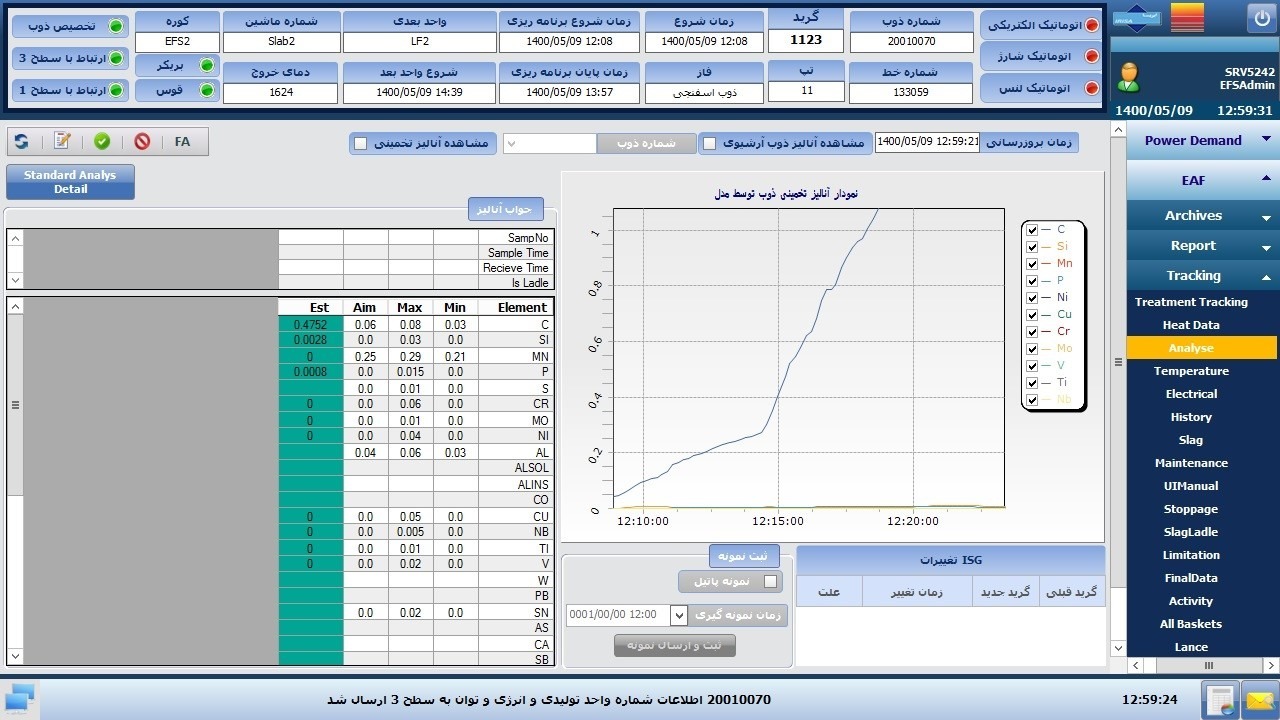
The level-two system helps correct the melting analysis by estimating the melting analysis at any given time.
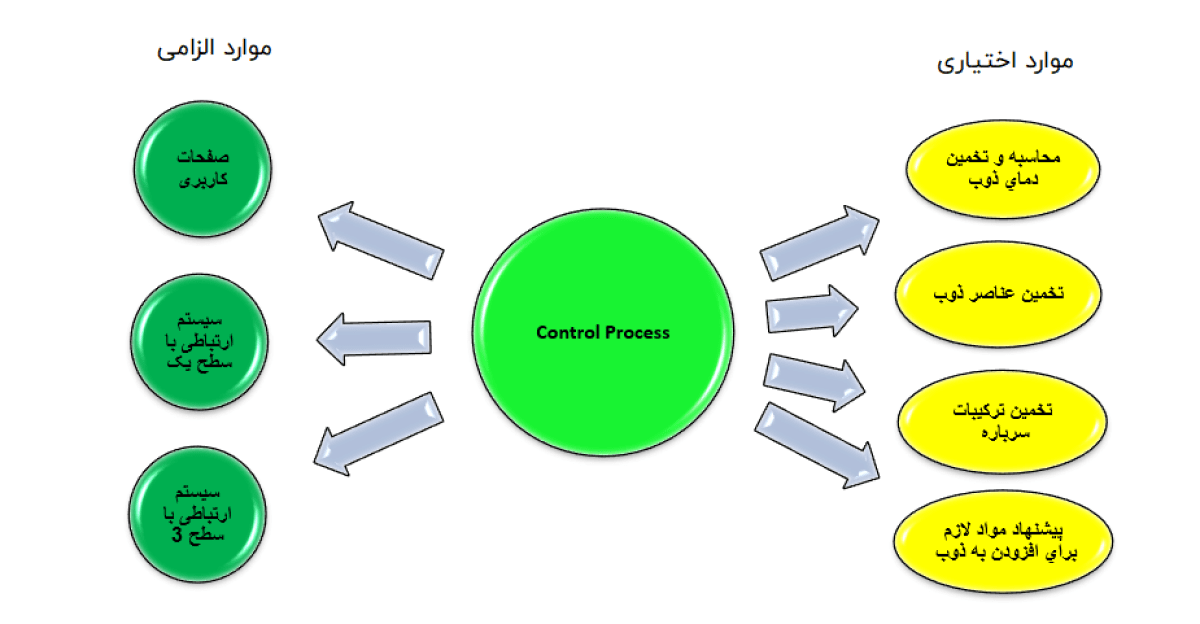
Components
Pictures & Informations
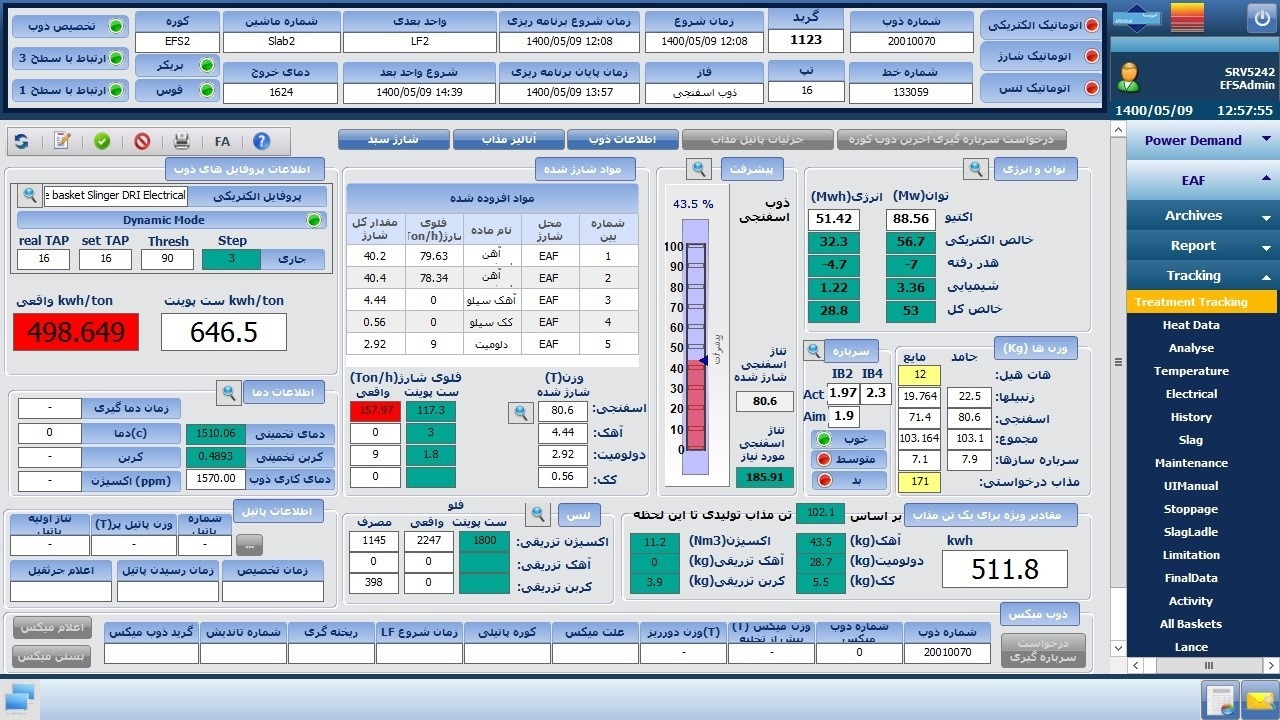
- Following the melting steps and displaying each phase’s consumptions and events separately
- Providing guidance and warnings to optimize the process
- Convening metallurgical models and providing the necessary data for them
- Saving data at short intervals for later review and tuning of models
- Ability to run the process automatically by defining different profiles in the system statically
- Ability to run the process automatically in dynamic mode (optional)
Models
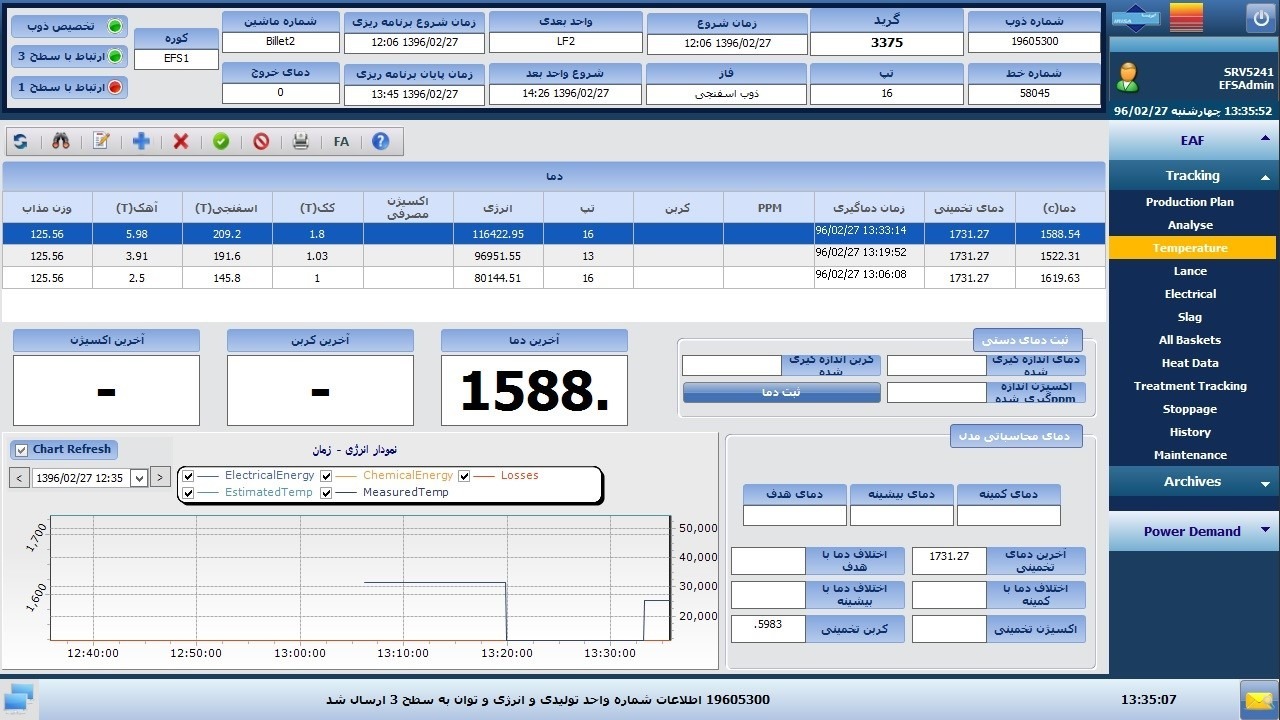
In this model, according to the site situation at any moment and using thermodynamic and chemical principles, the melting point is predicted and displayed to the operator. In addition to reducing the temperature lance consumption, this estimate also helps the operator improve the melting process and reach the final melting temperature to the desired temperature for discharge.
In this model, according to the chemical reactions that occur in the melt, the model estimates the number of melting elements. In addition to reducing sampling consumption and arc halt for sampling, this estimate shows the operator the increase or decrease of melting elements during the melt and can be necessary for elements such as carbon.
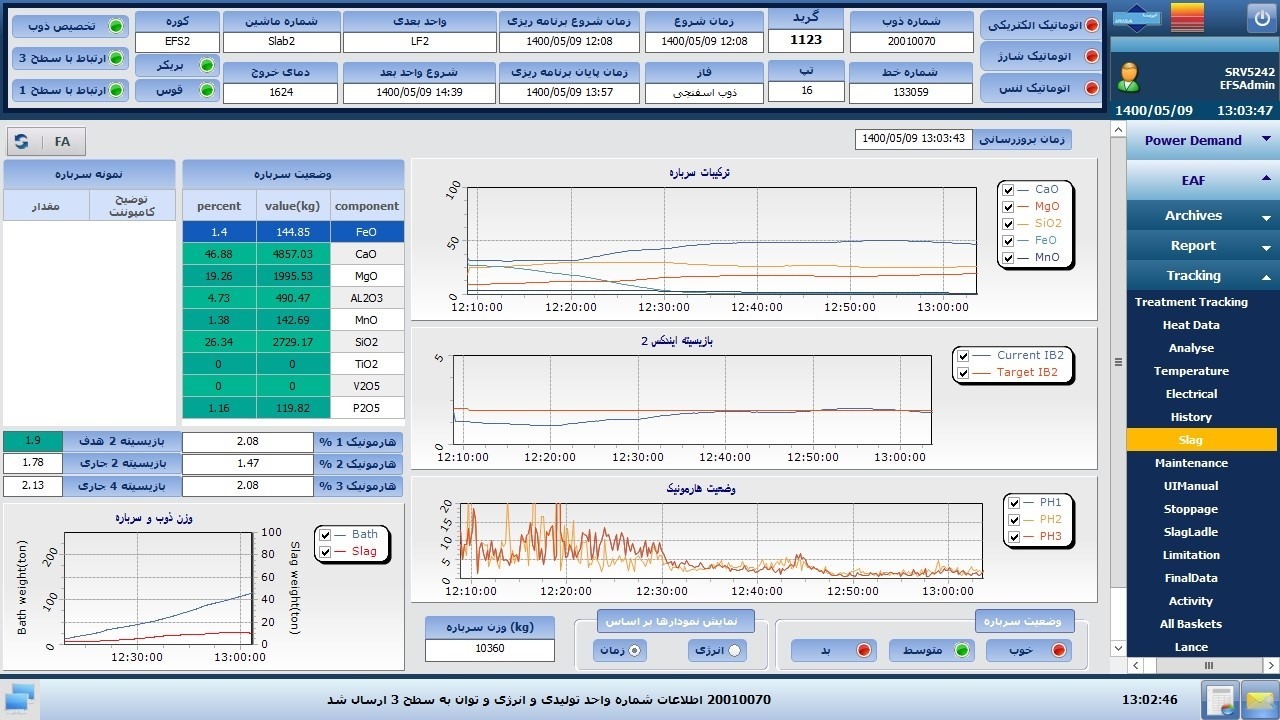
Since porous slag quality is essential in improving the melting process and is considered as the alphabet of steelmaking, the existence of a model for estimating the condition of slag and its components can be a great help in this regard. This model estimates the condition of slag and its components at any moment and displays it to the operator. This model helps the operator to measure the quality of slag and, if necessary, improve the quality of porous slag by adjusting the graphite blow rate or DRI charge level and there’s even a possibility of connecting the output of this model to a graphite injection lance and increasing the graphite level in the slag’s low-quality mode.
After receiving the analysis and comparing it with the desired situation, this model offers ferroalloy to compensate for the elements below the required limit. This offer can optimize based on the price of additives and select the lowest price (optional). The output of this model will improve the quality of the melt (because of accurate calculation), prevent operator errors, reduce operator work, and lower costs because of the optimal selection and low price of the materials.
Connections
- Value receiving and sending management by level one automation system
- Value receiving and sending management by level three automation system (if there is a level three in the automation system)
- Complete simulation of level one automation system (generating signals sent to level two and receiving signals from level-two)
- Complete simulation of level three automation system (generating telegrams sent to level three and receiving telegrams from level three)