Cold Rolling Level Two System
Industrial Automation

The cold-rolling level two system has been created to facilitate the operator’s activities and connect different production levels. Helping the production operators monitor and control the production line, this system provides the possibility of automatically receiving production results from level one and sending them to information systems and it also provides a safe and secure platform for controlling the cold rolling line. Besides it accommodates the possibility to check the production conditions for the line head chiefs and supervisors and quality assurance unit by storing the quantitative and qualitative production parameters and creating a production certificate for each coil. Considering the effectiveness of cold sheets quality as an input of other production lines on the final product quality, the analysis of sheet production conditions plays a vital role in following up on the customer’s claim and improving the quality of the final product. The existing communication platform for communicating with information systems has made it possible to exchange with different parts of information systems, including halts, roller workshops, and laboratories, in order to mechanize some aspects of these sections. Web-based design and responsiveness of pages make it possible to use this software on mobile, tablet, and computer systems.
Features
Advantages
The cold-rolling level two system, as the communication interface between level one (PLC) and information systems (level three), allows users to automatically receive information from level three and send it to level one and vice versa, which reduces operator errors. The result of this system can be used to calculate product costs. It also provides the possibility of reviewing and optimizing production conditions for senior users by storing production coils profiles and producing product identification.
Pictures and information
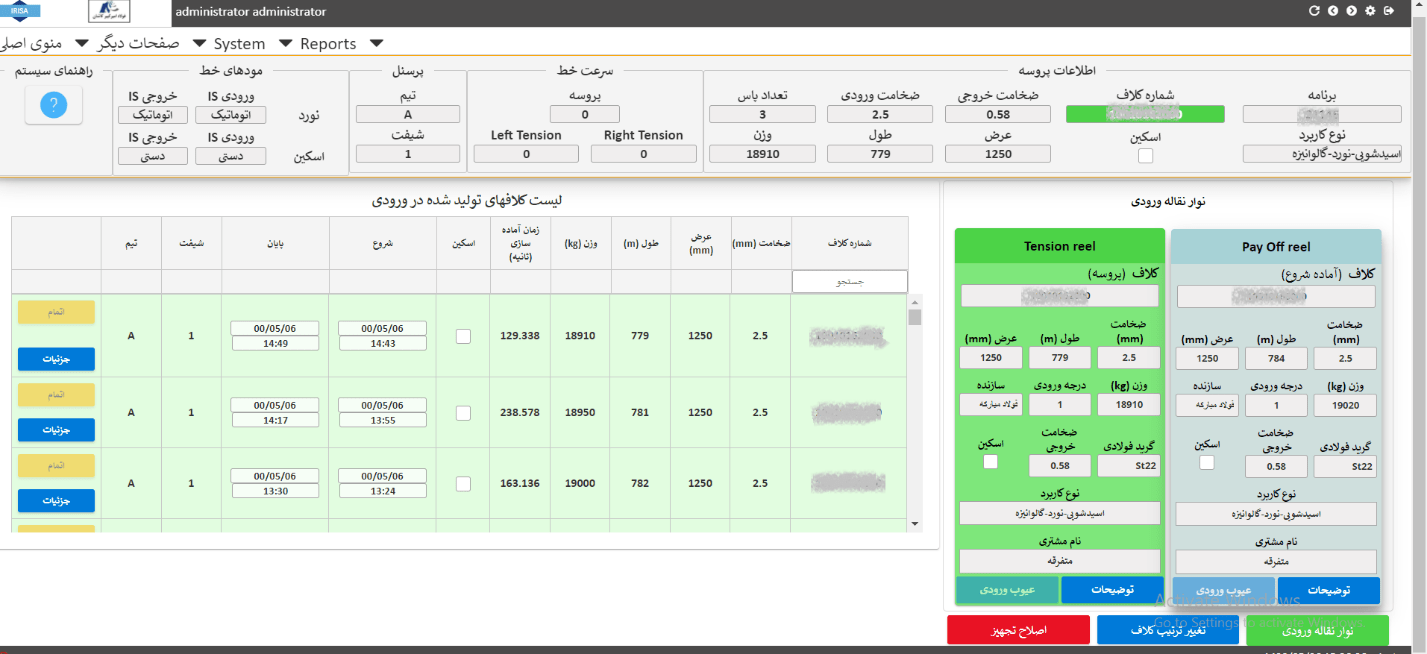
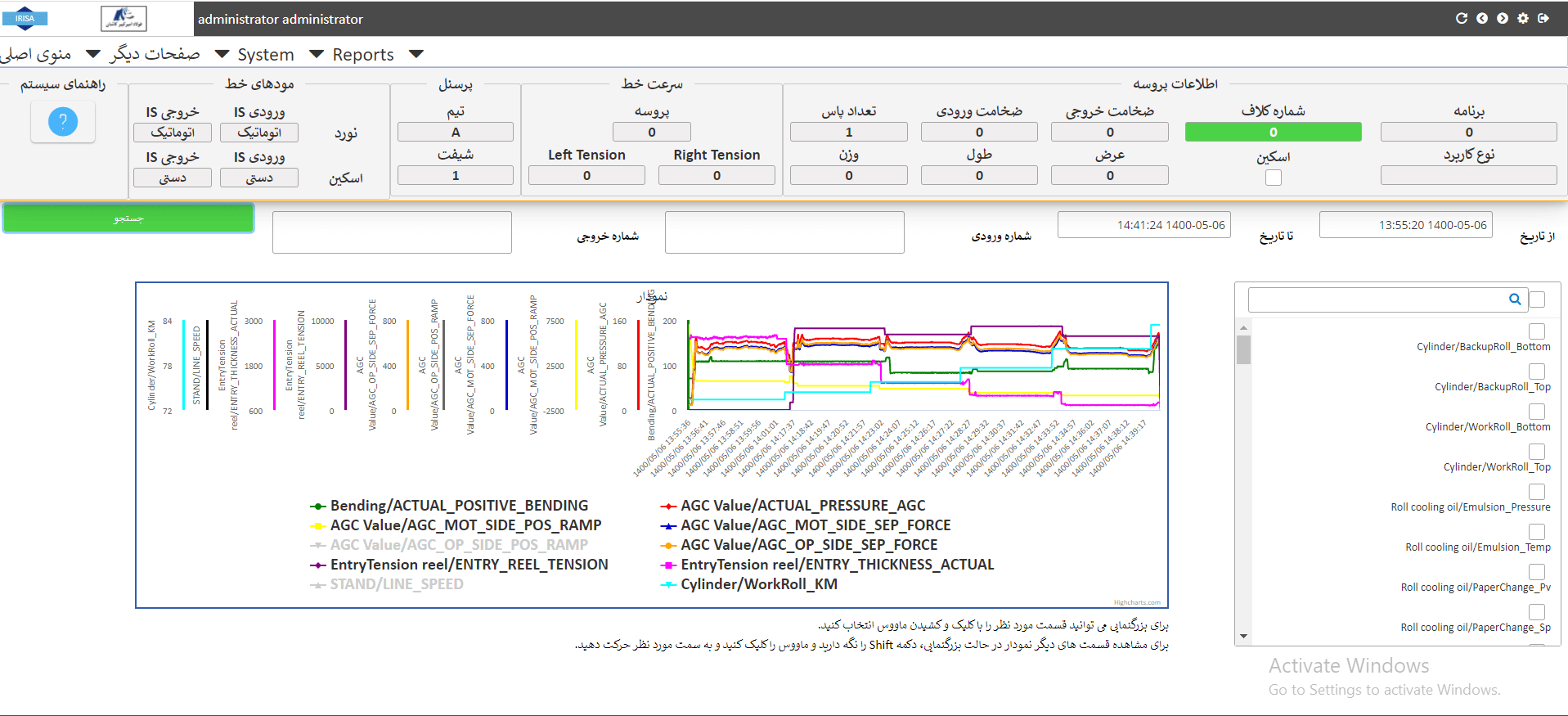
The input operator uses this page to enter the input coils information and control the line input. Using this page, the network operator is able to monitor the general knowledge of the production line and exchange data with information systems and the PLC line.
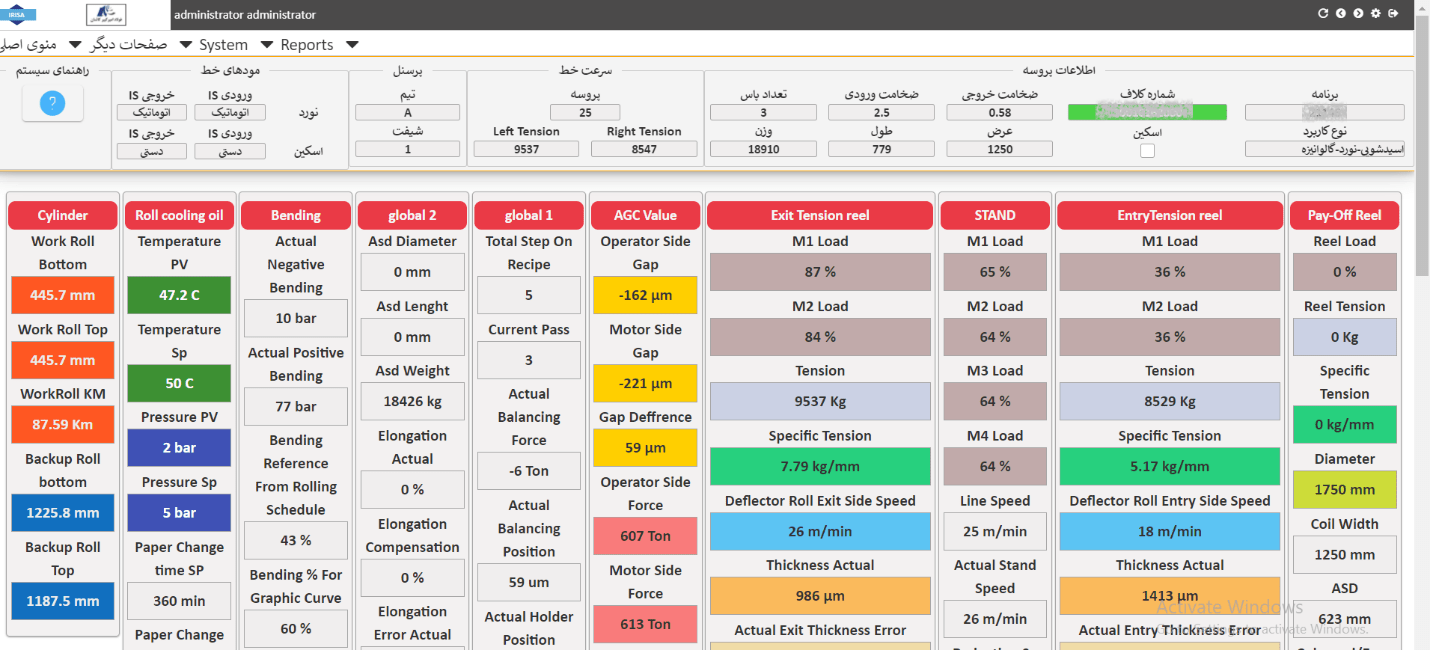
This page is provided to line head chiefs and supervisors to monitor rolling line conditions instantly. The required information of line head chiefs and supervisors is collected from all input, output, and process areas in continuous time cycles from line PLCs. It is stored for each coil in the mentioned time intervals. The information on this page, along with other parameters requested by the user, is used in control reports based on time intervals or the number of input and output coils.
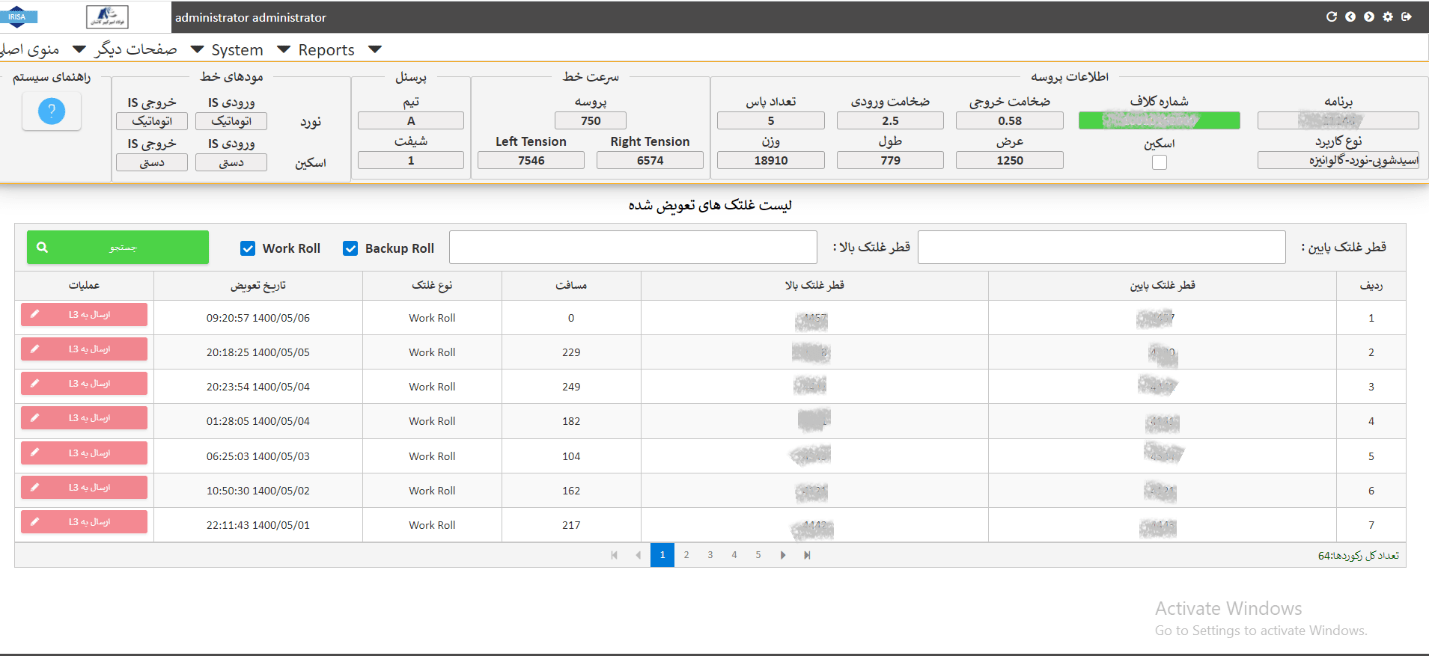
The rolling level-two system provides the possibility of monitoring and sending the information of working and supporting rollers to information systems for production operators by automatically receiving the operating kilometers, production tonnage, and the time of entry and exit of in-line roller bearings from the PLC.
It is possible for users to receive various reports based on the information stored.